

Kỹ thuật hàn kim loại tấm
Kỹ thuật hàn kim loại tấm là một khía cạnh quan trọng của chế tạo kim loại giúp tạo ra các sản phẩm phù hợp với hình dạng và thông số kỹ thuật mong muốn. Có nhiều kỹ thuật hàn nối kim loại tấm khác nhau, nhưng bạn có biết kỹ thuật nào là tốt nhất cho ứng dụng công nghiệp của mình? Bài viết này cung cấp thông tin chi tiết về các phương pháp khác nhau được sử dụng trong kỹ thuật hàn kim loại tấm, bao gồm cả những ưu điểm và ứng dụng của chúng, cũng như những lời khuyên quan trọng cần lưu ý khi hàn các tấm kim loại mỏng để đạt được kết quả tốt nhất.
1. Kỹ thuật hàn kim loại là gì?
Hàn kim loại tấm kết hợp hai hoặc nhiều thành phần kim loại để tạo ra một cấu trúc thống nhất. Quá trình này rất quan trọng trong nhiều ứng dụng khác nhau, từ xây dựng các tòa nhà và cầu cống đến sản xuất phương tiện, máy móc và thiết bị hàng ngày. Bằng cách nung chảy các mảnh kim loại, các kỹ sư và nhà chế tạo có thể tạo thành các kết nối chắc chắn và đáng tin cậy để đảm bảo tính toàn vẹn và chức năng của sản phẩm cuối cùng.
2. Ý nghĩa của hàn kim loại tấm trong các ngành công nghiệp hiện đại
Việc hàn kim loại tấm không thể thiếu trong các ngành công nghiệp hiện đại do có nhiều ưu điểm
- Độ bền và độ bền: Các thành phần kim loại được nối đúng cách sẽ mang lại độ bền và độ bền cao, đảm bảo tính toàn vẹn về cấu trúc và độ an toàn của sản phẩm cuối cùng.
- Tái chế và tính bền vững: Các cấu trúc hàn và chế tạo có thể dễ dàng tháo rời, thúc đẩy hoạt động tái chế và bền vững trong các ngành công nghiệp khác nhau.
- Hiệu quả và tiết kiệm chi phí: Kỹ thuật nối kim loại, khi được thực hiện hiệu quả, sẽ cho phép sản xuất và lắp ráp nhanh hơn.
- Tính linh hoạt và tùy chỉnh: Mối nối kim loại cho phép tạo ra nhiều kiểu dáng và cấu hình khác nhau, đáp ứng các yêu cầu cụ thể của từng ứng dụng.
3. 6 phương pháp hàn kim loại tấm
Hàn MIG
Hàn khí trơ kim loại (MIG) hay còn gọi là hàn hồ quang kim loại khí. Nó liên quan đến việc đưa một điện cực dây rắn liên tục vào vũng hàn bằng súng hàn. Dây nóng chảy trong bể gây ra sự kết nối của các mảnh kim loại. Khí bảo vệ trong súng hàn ngăn chặn sự ô nhiễm không khí của vũng hàn.
Hàn MIG tạo ra các mối hàn chất lượng hàng đầu và phù hợp với hầu hết các kim loại tấm, chẳng hạn như nhôm, thép và thép không gỉ.
Phương pháp hàn này là kỹ thuật được áp dụng trong ngành ô tô và cải tiến nhà cửa. Ngoài ra, đây là một kỹ thuật tiết kiệm chi phí vì không yêu cầu máy móc phức tạp.
Hàn TIG
Hàn khí trơ vonfram (TIG) là phương pháp hàn hồ quang bao gồm việc sử dụng điện cực vonfram không tiêu hao dưới dòng DC hoặc AC để tạo ra mối hàn. Giống như hàn MIG, nó sử dụng khí bảo vệ trơ – argon hoặc helium để ngăn chặn các chất gây ô nhiễm trong khí quyển và quá trình oxy hóa điện cực và vũng nước.
Hàn TIG thích hợp để hàn các kim loại màu như nhôm, titan, đồng, niken, magiê, crom, v.v. Đây là một kỹ thuật có giá trị cho ngành hàng không và vũ trụ. Ngoài ra, nó còn lý tưởng để chế tạo khung cho xe máy, cửa và máng ăn.
Phương pháp hàn này giúp người thợ hàn kiểm soát tốt hơn dẫn đến mối hàn gọn gàng và chắc chắn. Tuy nhiên, việc này có thể tốn thời gian và đòi hỏi trình độ chuyên môn của thợ hàn.
Hàn que
Hàn que còn được gọi là hàn hồ quang kim loại được che chắn. Đó là một quá trình hàn hồ quang thủ công sử dụng một que được phủ chất trợ dung làm điện cực. Dòng điện từ nguồn điện hàn tạo thành một vòng cung giữa các mảnh nối kim loại và điện cực. Nó phù hợp cho các kim loại cứng như sắt và thép.
Quá trình này không sử dụng bất kỳ khí bảo vệ nào. Khi nhiệt được tạo ra, nó sẽ phân hủy chất trợ dung bao phủ điện cực, tạo thành xỉ bảo vệ bể hàn khỏi bị nhiễm bẩn.
Kỹ thuật hàn này có lẽ là tiện lợi nhất vì thiết bị của nó nhỏ gọn và di động – dễ dàng mang theo. Đây là một kỹ thuật phổ biến trong ngành xây dựng, đóng tàu và chế tạo thép.
Hàn hồ quang plasma
Hàn hồ quang plasma tương tự như hàn TIG ở chỗ nó sử dụng điện cực vonfram. Tuy nhiên, nó sử dụng hồ quang nhỏ và cho phép đặt điện cực lên thân mỏ hàn. Khí điều áp tạo thành plasma nóng, làm nóng chảy các kim loại lại với nhau để tạo ra các mối hàn chắc chắn. Kỹ thuật hàn này yêu cầu năng lượng thấp và hoạt động ở tốc độ cao. Hơn nữa, nó tạo ra các mối hàn chính xác khiến nó được chấp nhận rộng rãi trong ngành hàng không và hàng hải.
Giống như hàn TIG, hàn hồ quang plasma không cần vật liệu độn. Ngoài ra, nó tạo ra các mối hàn chất lượng cao với ít nhu cầu hoàn thiện hơn.
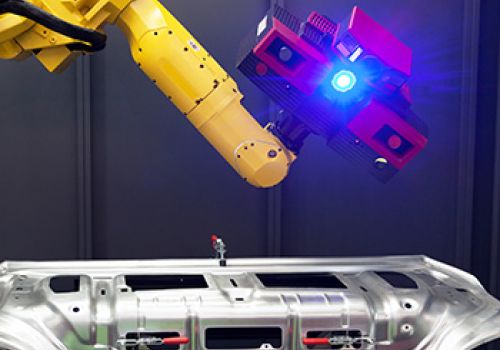
Hàn chùm tia điện tử và hàn Laser
Đúng như tên gọi, hàn chùm tia điện tử và hàn laser sử dụng tia laser và chùm tia điện tử làm nguồn nhiệt để nung chảy và nối các mảnh kim loại. Không giống như hầu hết các phương pháp khác, kỹ thuật hàn này yêu cầu máy móc phức tạp hoặc robot tự động.
Đây là một kỹ thuật hàn có độ chính xác cao, phù hợp cho các hoạt động với các chi tiết phức tạp. Các chùm tia laser có thể tập trung vào những vật chất nhỏ nhất để hàn có độ chính xác cực cao.
Hơn nữa, nó phù hợp để hàn các kim loại cứng như thép carbon, titan, thép không gỉ và nhôm. Kỹ thuật này cũng thích hợp cho nhựa nhiệt dẻo. Phương pháp này mang lại sản phẩm có tính thẩm mỹ cao, giảm thiểu nhu cầu hậu kỳ.
Hàn khí
Hàn khí là một trong những hình thức hàn truyền thống bằng nhiệt. Nó liên quan đến việc sử dụng nhiệt sinh ra từ việc đốt nhiên liệu (xăng), oxy hoặc oxyacetylene để nối các mảnh kim loại lại với nhau. Việc đốt những nhiên liệu này tạo ra ngọn lửa rất nóng làm tan chảy bề mặt kim loại trong quá trình nối.
Kỹ thuật này vẫn là một trong những phương pháp hàn được sử dụng nhiều nhất trong các ngành công nghiệp. Nó có phạm vi ứng dụng rộng rãi, phù hợp cho cả kim loại đen và kim loại màu. Ngoài ra, nó còn hiệu quả và hiệu quả trong việc hàn ống và ống dẫn, sửa chữa hệ thống thông gió và điều hòa không khí, v.v.
Không giống như nhiều kỹ thuật hàn khác, nó không cần điện. Ngoài ra, nó có tính di động, tính kinh tế cao và không yêu cầu dịch vụ của các chuyên gia.
Xem thêm thiết bị hàn hồ quang được VISC cung cấp
4. Xem xét bề mặt khi lựa chọn phương pháp hàn kim loại tấm
Dưới đây là các bề mặt bạn có thể gặp khi hàn các tấm kim loại và các phương pháp tốt nhất để sử dụng chúng.

Các bề mặt hàn thường gặp
Bề mặt bằng phẳng
Hàn một bề mặt phẳng được gọi là hàn phẳng. Người thợ hàn tiếp cận bề mặt này từ phía trên của mối nối, cho phép trọng lực hỗ trợ dòng chảy nóng chảy.
Để có được mối hàn tốt trên bề mặt phẳng, người thợ hàn cần đặt góc đầu hàn một góc 45 độ so với bề mặt kim loại, cẩn thận hướng ngọn lửa về phía điểm nối.
Phương pháp hàn MIG và TIG phù hợp nhất cho bề mặt phẳng. Nguồn cấp dây và dòng khí hoạt động xuất sắc trong thiết lập phẳng.
Bề mặt ngang
Trong cấu hình nằm ngang, các tấm kim loại có vẻ nằm ngang đối với thợ hàn. Tuy nhiên, nó có thể tồn tại ở hai dạng.
Mối hàn phi lê: Việc hàn diễn ra ở đầu trên của bề mặt nằm ngang so với bề mặt thẳng đứng. Khu vực khớp dường như là điểm nối của hai miếng kim loại vuông góc với nhau theo hình chữ ‘L’.
Mối hàn rãnh: Bề mặt hàn nằm trong mặt phẳng thẳng đứng. Cả hai miếng kim loại được nối đều nằm trên cùng một mặt phẳng.
Hàn que phù hợp nhất để làm việc trên bề mặt nằm ngang, nơi khó có được sự cân bằng hoàn hảo giữa hàn TIG và MIG.
Bề mặt dọc
Vị trí thẳng đứng của trục hàn về cơ bản là một máy hàn có bề mặt thẳng đứng. Kim loại nóng chảy có xu hướng chảy xuống dưới và chồng lên nhau khi hàn. Do đó, người thợ hàn cần kiểm soát dòng chảy của kim loại. Điều này bao gồm việc chĩa súng hàn một góc 45 độ vào tấm và giữ điện cực giữa ngọn lửa và vũng hàn.
Phương pháp tốt nhất cho bề mặt thẳng đứng là hàn que. Thông thường, người thợ hàn chỉ cố gắng điều chỉnh trục mối hàn trông phẳng hoặc nằm ngang để thuận tiện hơn.
Bề mặt trên cao
Hàn vật liệu trên bề mặt trên cao là thách thức lớn nhất. Như tên cho thấy, nó liên quan đến việc hàn một phôi đặt phía trên đầu của bạn. Kim loại nóng chảy có xu hướng rơi ra khi bạn cố gắng hàn.
Để giảm bớt khó khăn khi hàn trên cao, hãy giảm thiểu vũng hàn. Ngoài ra, đảm bảo sử dụng đủ vật liệu phụ để có mối hàn tốt.
Hàn que là phương pháp thích hợp nhất cho cấu hình này. Việc hàn các bề mặt trên cao tương đối phổ biến trong các cơ sở chế tạo kim loại tấm tùy chỉnh.
5. 8 lời khuyên trong kỹ thuật hàn kim loại
Khi kết hợp các tấm kim loại, mục đích là đảm bảo các bộ phận hàn duy trì đủ tính chất cơ học cho ứng dụng. Dưới đây là những lời khuyên cần ghi nhớ khi bạn tiến hành hàn.
5.1.Chọn kim loại phụ
Điều cần thiết là sử dụng kim loại phụ phù hợp với các tính năng cơ học trong quá trình chế tạo của bạn. Chất độn phải mỏng hơn tấm kim loại. Ví dụ, khi hàn một kim loại mỏng 1 mm, chất độn 0,6 mm là lựa chọn tốt nhất.
Dây càng mỏng thì càng cần ít nhiệt để làm nóng chảy nó. Do đó, sẽ có ít rủi ro tích tụ nhiệt quá mức hơn và có nhiều cơ hội đạt được kết quả tốt nhất từ mối hàn của bạn.
Ngoài ra, việc lựa chọn đúng loại kim loại phụ sẽ giảm nguy cơ rỉ sét, nứt và các khuyết tật khác có thể xảy ra
5.2. Sử dụng kỹ thuật hàn bỏ qua
Kỹ thuật hàn bỏ qua bao gồm việc sử dụng một loạt các mũi khâu hoặc mối hàn ngắn tại các điểm quan trọng để giữ tấm kim loại mỏng tại chỗ. Sau khi để nguội vài phút, thợ hàn có thể tiếp tục hàn những chỗ đã bỏ qua trước đó.
Bỏ qua quá trình hàn giúp tránh hiện tượng biến dạng, cong vênh của kim loại thường xảy ra do sự phân bố nhiệt không đều.
Ngoài ra, khi hàn tránh đan mỏ hàn; điều này cũng có thể gây ra nhiệt độ quá cao. Thay vào đó, hãy nhanh chóng di chuyển ngọn đuốc dọc theo một con đường thẳng.
5.3. Sử dụng kỹ thuật hàn dính
Hàn dính là một kỹ thuật tuyệt vời khác để giảm nguy cơ tích tụ nhiệt và cháy quá mức.
Đinh là các mối hàn nhỏ và tạm thời được sử dụng để giữ các bộ phận kim loại lại với nhau cho đến lần hàn cuối cùng. Để tránh bị cháy lỗ, hãy giữ các miếng kim loại sát nhau với khoảng cách 1 mm giữa chúng. Sau đó, tạo các mối hàn nhỏ cho đến khi mối nối được bao phủ hoàn toàn.
5.4. Sử dụng đường kính dây nhỏ
Khi hàn bằng điện cực dây đặc, như hàn MIG, hãy đảm bảo sử dụng dây có đường kính nhỏ nhất hiện có. Dây nhỏ giúp thợ hàn kiểm soát tốt hơn và có cơ hội sửa lỗi cao hơn vì chúng tạo ra ít cặn hơn.
Ngoài ra, dây càng nhỏ thì càng cần ít nhiệt để nấu chảy. Vì vậy, có ít vấn đề về nhiệt độ quá cao.
Nói chung, khi làm việc với tấm kim loại có kích thước nhẹ, nên sử dụng 0,023 hoặc 0,024 inch. Tuy nhiên, dây 0,030 inch có thể lý tưởng khi hàn 18 gara hoặc kim loại dày hơn.
5.5. Sử dụng điện cực nhỏ
Đảm bảo sử dụng một thanh có độ dày nhỏ hơn kim loại của bạn. Sử dụng điện cực nhỏ hơn ⅛ inch. Điện cực nhỏ hơn sẽ hoạt động xuất sắc ở nhiệt độ và dòng điện thấp hơn, do đó làm giảm hiện tượng cháy và cho phép bạn mài điện cực của mình đến một khu vực nhỏ để chạy hồ quang chặt chẽ.
5.6. Kẹp thanh đỡ
Việc kẹp thanh đỡ vào kim loại gia công cho phép tản nhiệt nhanh hơn là chỉ chờ nguội. Thanh phía sau hút nhiệt ra khỏi kim loại, do đó làm giảm nguy cơ cong vênh hoặc cháy.
Các thanh kim loại thường được làm bằng chất liệu đồng hoặc nhôm vì chúng tản nhiệt tốt nhất do có tính dẫn nhiệt cao. Đảm bảo thanh đỡ được kẹp chặt vào phôi để truyền nhiệt đầy đủ.
5.7. Sử dụng khí bảo vệ có hàm lượng Argon cao
Khi hàn sử dụng khí bảo vệ có hàm lượng argon cao. Một ví dụ như vậy là sự kết hợp điển hình của argon và carbon dioxide theo tỷ lệ tương ứng là 75 đến 25.
Khí bảo vệ có hàm lượng argon cao được ưa chuộng hơn vì argon tỏa ra ít nhiệt hơn. Khi hàn TIG hoặc MIG kim loại nhôm, bạn có thể cần sử dụng argon nguyên chất làm khí bảo vệ.
5.8. Thiết kế vừa vặn và liên kết
Hàn các tấm kim loại mỏng có thể khó khăn. Nó đòi hỏi sự lắp đặt chặt chẽ và chắc chắn vì có rất ít sai sót. Đảm bảo rằng khoảng cách giữa hai kim loại nối là tối thiểu để tránh bị cháy vì các lỗ có thể hấp thụ nhiệt.
Theo nguyên tắc chung, thợ hàn nên đo hai lần và cắt một lần. Trong một số trường hợp, bạn có thể cần phải thiết kế lại các mối nối để có khả năng chịu nhiệt cao hơn.
Khớp đối đầu
Khớp đối đầu dùng để chỉ hai miếng kim loại được đặt cạnh nhau để hàn.
Bề mặt phai màu là vùng bị nóng chảy trong quá trình hàn. Điều quan trọng là phải thực hiện việc chuẩn bị các cạnh trên bề mặt để tăng cường độ bền của mối hàn. Người thợ hàn có thể cần phải uốn cong một trong các bên để chúng khớp khít với nhau để có mối hàn chắc chắn.
Mối hàn đối đầu tương đối dễ chuẩn bị và chịu được ứng suất tốt hơn các mối hàn khác. Đó là lý do tại sao nó là mối hàn phổ biến nhất trong các kết cấu chế tạo. Tuy nhiên, có nhiều loại mối hàn khác.
Khớp nối
Khớp nối là một biến thể điển hình của khớp đối đầu. Chúng là những mối nối dùng để hàn tấm kim loại với độ dày khác nhau.
Trong khớp nối, hai miếng kim loại chồng lên nhau – miếng này được đặt chồng lên miếng kia. Nhược điểm lớn nhất của khớp nối là điểm nối của hai kim loại dễ bị rỉ sét.
Khớp chữ T
Đúng như tên gọi, khớp chữ T xảy ra khi hai miếng kim loại giao nhau vuông góc, tạo thành một góc vuông hình chữ ‘T’. Chúng được coi là một dạng mối hàn phi lê.
Khi sử dụng mối nối này phải đảm bảo đủ độ xuyên vào mái hàn. Bạn cũng có thể cần thêm nút chặn để giảm bớt các hạn chế chung thường gặp ở điểm kết nối. Khớp chữ T phổ biến trong các kết cấu có đường ống và hệ thống ống.
Khớp góc
Các khớp góc có phần giống với khớp chữ T ở chỗ cả hai đều tạo thành một góc vuông góc. Tuy nhiên, các kim loại nối có các hướng khác nhau. Ở các mối nối góc, các kim loại gặp nhau ở góc, tạo thành một góc vuông duy nhất có dạng hình chữ ‘L’. Các khớp góc là các bộ phận tiêu chuẩn được chế tạo, đặc biệt là khung và hộp.
Khớp cạnh
Trong các mối nối cạnh, các tấm kim loại được đặt cạnh nhau và hàn trên cùng một cạnh. Nó xảy ra ở phôi có các cạnh gấp mép. Người thợ hàn có thể cần uốn cạnh của một trong hai miếng kim loại ở những góc thích hợp để chúng khớp khít với miếng kia để tạo ra mối hàn chắc chắn.
6. Lựa chọn thiết bị hàn kim loại tấm phù hợp
6.1. Các tiêu chí lựa chọn thiết bị hàn kim loại tấm
Trước khi chọn mua thiết bị hàn kim loại, chúng ta cần xem xét các yếu tố sau:
- Yêu cầu nguồn điện sơ cấp
- Tính di động, kích thước và trọng lượng
- Sản lượng hàn và chu kỳ làm việc
- Lựa chọn điện cực
- Yêu cầu về khí bảo vệ
6.2. VISC nhà cung cấp các thiết bị hàn kim loại tấm uy tín tại thị trường Việt Nam
Với đội ngũ chuyên gia hơn 20 năm kinh nghiệm trong lĩnh vực hàn cắt kim loại, VISC đã cung cấp các thiết bị hàn và tư vấn giải pháp hàn toàn diện cho hàng trăm doanh nghiệp tại Việt Nam. Nếu bạn đang tìm kiếm giải pháp hàn phù hợp cho doanh nghiệp của mình hãy liên hệ ngay với chúng tôi để được tư vấn và nhận báo giá ưu đãi nhất.
Tham khảo thêm về các dòng sản phẩm hàn kim loại do VISC cung cấp.
Kết luận
Kỹ thuật hàn kim loại tấm là một khía cạnh quan trọng của sản xuất và xây dựng hiện đại. Việc nung chảy hoặc nối các thành phần kim loại một cách cơ học sẽ mở ra khả năng vô tận để tạo ra các cấu trúc và sản phẩm chắc chắn, đáng tin cậy và sáng tạo trong nhiều ngành công nghiệp khác nhau. Cho dù đó là xây dựng những tòa nhà chọc trời cao chót vót, sản xuất máy móc phức tạp hay chế tạo đồ kim loại nghệ thuật, kỹ thuật hàn kim loại tấm vẫn tiếp tục định hình thế giới của chúng ta và thúc đẩy sự tiến bộ trong các lĩnh vực khác nhau của nền kinh tế toàn cầu.
---------------------------------------------------------------------------
CÔNG TY CỔ PHẦN DỊCH VỤ VÀ GIẢI PHÁP CÔNG NGHIỆP VIỆT NAM
VPGD: B4-12 Vinhomes Gardenia, Hàm Nghi, Cầu Diễn, Nam Từ Liêm, Hà Nội.
Tel: 0243-7525312 Email: Info@machines.com.vn
Website: www.visgroup.vn


 Điện thoại
Điện thoại
0989 080 089 | 090 433 8606
 Mail
Mail
info@machines.com.vn
 Địa chỉ văn phòng
Địa chỉ văn phòng
Lô 4 - điểm Công nghiệp Di Trạch, xã Di Trạch, huyện Hoài Đức, Hà Nội


THÔNG TIN
ĐĂNG KÝ NHẬN THÔNG TIN
Đăng Ký nhận thông tin từ VISC
